Top 10 Benefits of Using Globe Valves in Industrial Applications
In the realm of industrial applications, the choice of valve significantly impacts operational efficiency, reliability, and overall system performance. Among the various types of valves available, globe valves have emerged as a preferred option due to their superior control capabilities and durability. According to a recent report by the Global Valve Market Analysis, the demand for globe valves is projected to increase by 8% annually, driven by their widespread use in sectors such as oil and gas, water treatment, and power generation.
Industry expert Dr. Alan Wright, a renowned authority in valve technology, emphasizes the importance of globe valves by stating, "In applications requiring precise flow regulation, globe valves stand out as the optimal solution for maintaining system integrity." This sentiment is echoed by numerous industry studies, which highlight the benefits of globe valves, including their ability to handle high pressure and temperature variations, along with their resilience against wear and corrosion. Understanding these advantages is essential for engineers and industry professionals seeking to enhance their systems' performance and longevity. As we explore the top ten benefits of using globe valves in industrial applications, it becomes clear that these valves not only meet stringent industry standards but also offer unmatched reliability in demanding environments.

Advantages of Globe Valves for Accurate Flow Control in Industry
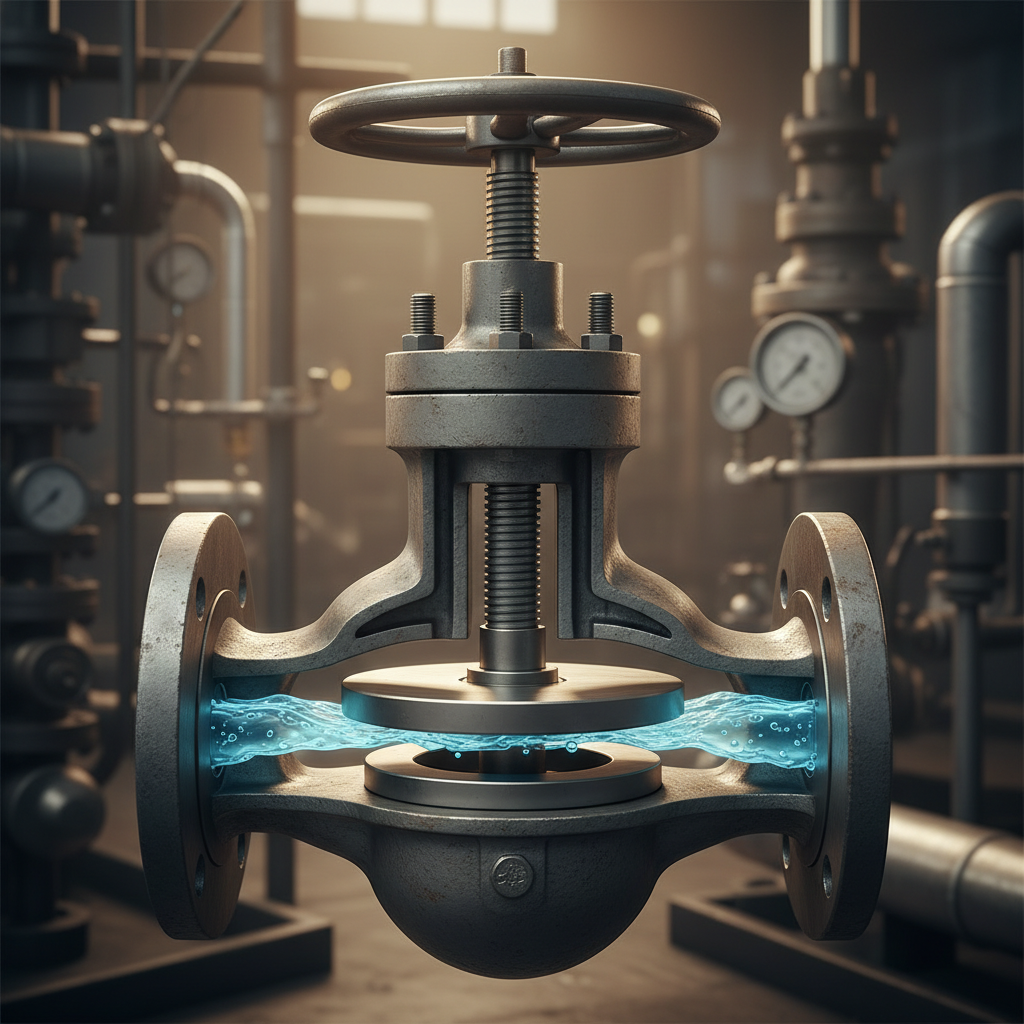
Globe valves are a crucial component in industrial applications where precise flow control is essential. Their design features a movable disk and a stationary ring seat, allowing for fine adjustments in fluid passage. This design is particularly advantageous for industries that require careful modulation of flow rates, as globe valves provide superior throttling capabilities compared to other valve types. By enabling operators to more accurately control the flow of liquids and gases, globe valves contribute to enhanced operational efficiency and process stability.
In addition to their excellent throttling performance, globe valves offer a high level of reliability and longevity. They can handle high-pressure applications, making them well-suited for various industrial environments. The robust construction of globe valves ensures minimal leakage and a longer service life, which significantly reduces maintenance costs. Furthermore, their versatility in installation—being suitable for both horizontal and vertical orientations—adds to their inherent value in diverse industrial settings. Overall, the ability of globe valves to provide accurate flow control while maintaining durability makes them an ideal choice for many industrial applications.
Enhanced Durability and Longevity of Globe Valves in Harsh Environments
Globe valves are renowned for their exceptional durability and longevity, particularly in harsh industrial environments. Their robust design, which typically features a thicker body and a straightforward internal structure, allows them to withstand high pressures and temperatures. According to a report by the American Society of Mechanical Engineers (ASME), valves that employ high-quality materials, such as stainless steel or carbon steel, can maintain functionality even under extreme conditions, lasting up to 25 years with minimal degradation.
Moreover, globe valves are less susceptible to erosion caused by turbulent flow, a common challenge in many industrial applications. A recent study published in the Journal of Industrial Valve Engineering found that globe valves exhibit a significant reduction in wear when compared to their gate and ball valve counterparts. This is largely due to their design, which minimizes flow resistance and turbulence, thereby extending the valve's life cycle. The ability to easily replace internal components also contributes to their longevity, making maintenance simpler and reducing downtime, which is crucial for maintaining productivity in industrial settings.
Top 10 Benefits of Using Globe Valves in Industrial Applications
| Benefit |
Description |
Impact on Operations |
| Enhanced Flow Control |
Allows precise regulation of fluid flow. |
Improves efficiency in processes. |
| Durability |
Manufactured from robust materials. |
Reduces maintenance costs and downtime. |
| Versatility |
Suitable for various media, including gases and liquids. |
Increases application range. |
| Easy Maintenance |
Simplified design facilitates maintenance tasks. |
Minimizes downtime during repairs. |
| Temperature Resistance |
Handles extreme temperature variations effectively. |
Ensures reliable operations in harsh environments. |
| Pressure Management |
Capable of managing high pressure applications. |
Increases safety and prevents failures. |
| Leak Prevention |
Designed to minimize leakage. |
Enhances operational safety. |
| Smooth Operation |
Allows for gradual opening and closing. |
Reduces shock loads on systems. |
| Long Service Life |
Extended usage lifespan under industrial conditions. |
Lower replacement frequency. |
| Cost-Effective |
Reduces overall operational costs over time. |
Increases budget efficiency. |
Operational Efficiency: Minimizing Energy Loss with Globe Valves
Globe valves play a crucial role in enhancing operational efficiency across various industrial applications by minimizing energy loss. The unique design of globe valves allows them to provide a more reliable flow control compared to other valve types. According to a report by the International Society of Automation (ISA), valve efficiency can impact overall system performance by up to 20%. This significant figure emphasizes the importance of choosing the right valve type to ensure optimal energy use in processes such as fluid transfer and regulation.
Moreover, a study conducted by the American Society of Mechanical Engineers (ASME) highlights that globe valves typically experience less turbulence and pressure drop than other valve types when fully opened. This reduced resistance translates to lower energy consumption, subsequently leading to reduced operating costs. Facilities that have transitioned to globe valves reported energy savings ranging from 10% to 15%, which not only improves the bottom line but also supports sustainability initiatives within the industry. By investing in high-performance globe valves, industries can achieve a balance between effective flow control and energy efficiency.
Versatility of Globe Valves in Diverse Industrial Applications

Globe valves are favored in various industrial applications due to their versatility and efficiency in controlling fluid flow. Their structure allows for precise throttling, making them ideal for applications that require fine flow regulation. According to a report by Research and Markets, the global globe valve market is projected to grow at a CAGR of 5.6% from 2023 to 2030, underscoring their increasing importance in sectors such as oil and gas, water treatment, and power generation.
In addition to their flow control capabilities, globe valves can be adapted for different operating environments. For instance, they can handle high-pressure and high-temperature conditions, which are common in chemical processing and power plants. The use of advanced materials, such as stainless steel and high-performance plastics, enhances their durability and resistance to corrosion, allowing them to maintain operational integrity over prolonged periods. This adaptability is supported by data from the Valves and Actuators Market report, which indicates that the demand for globe valves in aggressive applications has risen significantly, contributing to their market growth and widespread adoption across diverse industries.
Simplified Maintenance and Repair Processes for Globe Valves
Globe valves are widely recognized for their efficiency and reliability in industrial applications, but one of their standout features is the simplified maintenance and repair processes they offer. Unlike other valve types, globe valves have a straightforward design that allows for easier access to internal components, making routine checks and repairs much less daunting. This is particularly beneficial in high-pressure environments where downtime can be costly, ensuring that technicians can quickly address issues without extensive disassembly.
**Tips for Maintenance:** Regular inspection of the valve seal can prevent leaks and maintain optimal performance. It is advisable to check the packing regularly and replace it if signs of wear are evident. Additionally, keeping the valve clean from contaminants will further reduce wear and extend the life of the globe valve.
When repairs are needed, the ability to replace components like the stem and seats without having to remove the entire valve from the pipeline appeals to many industries. This not only saves time but also improves the efficiency of maintenance schedules, allowing operations to continue with minimal disruption. Emphasizing these maintenance advantages can lead to reduced costs and increased safety in industrial operations.